
新闻资讯
NEWS
钢的锻造温度范围
- 分类:行业新闻
- 作者:
- 来源:
- 发布时间:2019-12-05 09:37
- 访问量:
【概要描述】锻造热力规范是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。 在确定锻造热力

钢的锻造温度范围
【概要描述】锻造热力规范是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。 在确定锻造热力
- 分类:行业新闻
- 作者:
- 来源:
- 发布时间:2019-12-05 09:37
- 访问量:
锻造热力规范是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。
在确定锻造热力学参数时,并不是在任何情况下,都需要上述的所有资料。当对锻件的组织和性能没有严格要求时,往往只要有塑性图及变形抗力图就够了。若对锻件的晶粒大小有严格要求,而且在机械性能方面也有硬性规定时,除状态图、塑性图和变形抗力图之外,还需要参考再结晶图以及能说明所采用热力规范是否能保证产品机械性能的资料。
锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。
碳钢的锻造温度范围如图10(铁-碳状态图)中的阴影线所示。在铁碳合金中加入其他合金元素后,将使铁-碳状态图的形式发生改变。一些元素(如Cr,V,W,Mo,Ti,Si等)缩小r相区,升高A3和A1点;而另一些元素(如Ni,Mn等)扩大r相区,降低A3和A1点。所有合金元素均使S点和E点左移。由此可见,合金结构钢和合金工具钢也可参照铁-碳状态图来初步确定锻造温度范围,但相变点(如熔点,A3,A1,ACm等)则需改用各具体钢号的相变点。
1.始锻温度
始锻温度应理解为钢或合金在加热炉内允许的最高加热温度。从加热炉内取出毛坯送到锻压设备上开妈锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。
合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以钢的始锻温度一般应低于熔点(或低于状态图固相线温度)150~200℃。
碳含量对钢的锻造上限温度具有最重要的影响。对于碳钢,由状态图(图10)可看出,始锻温度随含碳量的增加而降低。对于合金结构钢和合金工模具钢,通常始锻温度随含碳量的增加降低得更多。
铸态的原始晶粒组织比较稳定,过热倾向小,因此钢锭的始锻温度可比同钢种的钢坯和钢材高20~30℃。
所谓过热,是指钢料加热超过某一定温度时,便产生奥氏体晶粒急剧长大的现象。不同钢种对过热的敏感程度不同,软碳钢对过热的敏感性最小,而合金钢则容易过热,在对过热敏感的钢种中,以镍铬钼钢最为突出。
已经发现,冶炼方法对钢的过热温度具有显著影响。真空自耗重熔及电渣重熔钢比具有相同化学成分的电弧炉钢(非真空)的过热起始温度低,这是由于钢中非金属夹杂物极少存在,而超纯钢容易出现晶粒长大所致。由于钢的纯度而使过热起始温度降低的程度,已知为15℃以上,。曾有过报导,这种温度降低可高达100℃。重要用途的高强度钢,如镍铬钼钢、铬钼钒钢、镍铬钼钒钢等,其特种熔炼钢的过热起始温度较用空气熔炼的同种钢低30~40℃。例如40CrMnSiMoVA电渣钢和电弧炉钢的过热温度分别为1160℃和1200℃。因此,应分别确定真空重熔及电渣重熔钢的过热起始温度,其始锻温度一般应相应降低20~40℃。
一般过热的结构钢经过正常热处理(正火、淬火)之后,组织可以改善,性能也随之恢复,此种过热称为不稳定过热。但是Ni-Cr,Cr-Ni-Mo,Cr-Ni-W,Cr-Ni-Mo-V系多数合金结构钢严重过热之后,用正常热处理工艺,组织也极难改善,此种过热称为稳定过热。稳定过热时,除奥氏体晶粒大外,沿原奥氏体晶界析出有硫化物(MnS)等异相质点。硫化物质点越多,原奥氏体晶界也就越稳定。虽然在以后的正火、淬火时钢重新奥氏体化了,但原奥氏体晶界上硫化物等质点的分布、大小和形状不会受到多大程度的改变,结果形成了稳定过热。过热组织,由于晶粒粗大,引起机械性能降低,尤其是冲击韧性的降低。
钢的过热与化学成分、冶炼方法、锻造温度、热变形量、锻后冷却速度及炉温均匀性等因素有关。因始锻温度过高或加热时间过长引起的过热,虽然经锻造变形可以破碎过热粗晶,但往往受锻造变形量及变形均匀性的限制,对于较严重过热,锻造变形也不易完全消除。所以应确定安全的始锻温度,以防止产生过热。至于过烧,由于锻造加热温度更高,钢的晶粒极为粗大,且氧原子沿晶界侵入,形成网络状氧化物及易熔氧化物共晶,使晶粒间的结合力大大减弱,在随后热变形时极易产生开裂。
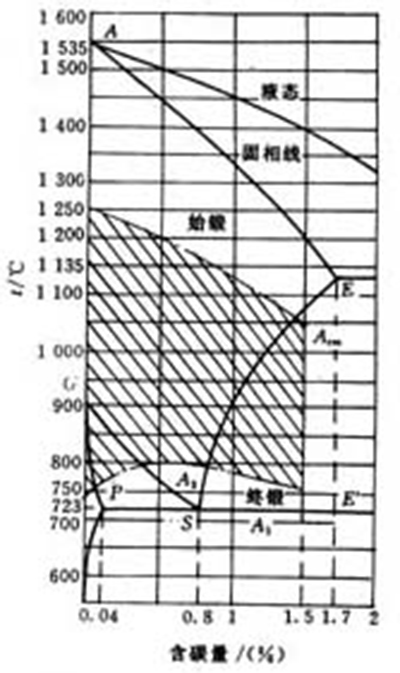
图10 铁-碳状态图
2.终锻温度
终锻温度主要应保证在结束锻造之前钢仍具有足够的塑性,以及锻件在锻后获得再结晶组织。
合金结构钢的含碳量一般在0.12%~0.5%之间,其退火状态的金相组织分类属亚共析钢。合金工具钢的含碳量为0.7%~1.5%,是在碳素工具钢的基础上发展起来的,其退火组织一般属过共析钢。参考图10,对于过共析钢温度降至SE线(Acm)以下即开始析出二次碳化物(对于合金钢则为合金碳化物),且沿晶界呈网状分布,为了打碎网状渗碳体,使之成为粒状或断续网状分布,应在Acm以下两相区继续锻打,当温度下降到一定程度时则因塑性显著下降而必须终止锻造。过共析钢的终锻温度一般应高于A1(SE′线)50~100℃以上。
钢料在高温单相区(例如图10所示GSE线以上的奥氏体区)具有良好的塑性。所以对于亚共析钢一般应在A3以上15~50℃结束锻造,但对于低碳亚共析钢通过试验可知,在GS线(A3)以下的两相区也有足够的塑性(因低碳钢中的铁素体与奥氏体性能相差不大),因此终锻温度可取在GS线以下。
铸锭在未完全转变为锻态之前,由于塑性较低,其终锻温度应比锻坯的高30~50℃。
此外,锻件终锻温度与变形程度有关。若最后的锻造变形程度很小,变形量不大,不需要大的锻压力,即使终锻温度低一些也不会产生裂纹。故对精整工序、校正工序,终锻温度允许经规定值低50~80℃。
当亚共析钢在A3和A1温度区间锻造时,由于温度低于A3,所以铁素体从奥氏体中析出,在铁素体和奥氏体两相共存情况下继续进行锻造变形时,将形成铁素体与奥氏体的带状组织,只是铁素体比奥氏体更细长,而奥氏体在进一步冷却时(低于A1温度)转变为珠光体,所以室温下见到铁素体与珠光体沿主要伸长方向呈带状分布。这种带状组织可以通过重结晶退火(或正火)予以消除。
终锻温度过高,停锻之后,锻件内部晶粒会继续长大,形成粗晶组织。例如亚共析钢的终锻温度若比A3高出太多,锻后奥氏体晶粒将再次粗化。在一定范围的冷却速度下,魏氏组织容易在粗大晶粒的奥氏体中产生,它是由在一定晶面析出的铁素体和珠光体所构成(图11)。魏氏组织是钢产生过热的组织特征,若魏氏组织特别严重时,仅用退火或正火也难以完全消除,必须用锻造予以矫正。
需要指出的是,根据状态图大致确定的锻造温度范围,还需要根据钢的塑性图、变形抗力图等资料加以精确化。这是因为状态图是在实验室中一个大气压及缓慢冷却的条件下作出的,状态图上的临界点与钢在锻造时的相变温度并不一致。下面举例说明。
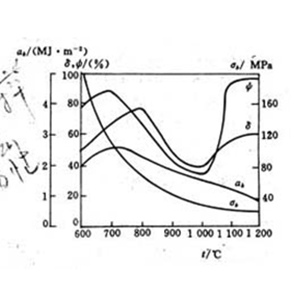
常用30CrMnSiA钢的熔点为1380℃,Ac3为830℃,Ac1为760℃。根据状态图临界点确定的锻造温度范围为580~1200℃。图12为30CrMnSiA钢的塑性图及变形抗力图,可以看出,在1200℃时,钢的ak值开始有较多的下降,所以始锻温度取为1180℃。在850℃时,σb还未显著上升,故可定为终锻温度。
|
|
 |
|
图11 45Mn2钢的过热魏氏组织×100 |
图12 30CrMnSiA钢的塑性图及变形抗力图 |

由于生产条件不同,各工厂所用的锻造温度范围也不完全相同。合金结构钢的锻造温度范围见表4。合金结构钢钢锭锻造温度范围见表5。合金工具钢、弹簧钢和滚珠轴承钢的锻造温度范围见表6。
表4 合金结构钢的锻造温度和加热规范
|
钢 的 牌 号 |
锻 造 温 度 /℃ |
加热温度 |
保温时间 |
|
|
始 锻 |
终 锻 |
+30℃/-10℃ |
min·mm-1 |
|
|
10,15,20,25,30,35,40,45,50 |
1200 |
800 |
1200 |
0.25~0.7 |
|
12CrNi3A,12CrNi4A |
1180 |
850 |
1180 |
0.3~0.8 |
|
14CrMnSiNi2MoA |
1180 |
850 |
1180 |
0.3~0.8 |
|
15CrA |
1200 |
800 |
1200 |
0.3~0.8 |
|
15Cr2MnNi2TiA |
1180 |
850 |
1180 |
0.3~0.8 |
|
16Cr2MnTiA |
1200 |
800 |
1200 |
0.3~0.8 |
|
18Cr2Ni4WA |
1180 |
850 |
1180 |
0.3~0.8 |
|
13Ni5A,21Ni5A |
1180 |
850 |
1180 |
0.3~0.8 |
|
20CrNi3A |
1180 |
850 |
1180 |
0.3~0.8 |
|
25CrMnNiTiA |
1180 |
850 |
1180 |
0.3~0.8 |
|
30CrMnSiA |
1180 |
850 |
1180 |
0.3~0.8 |
|
30Cr2Ni2WA |
1180 |
850 |
1180 |
0.3~0.8 |
|
30Cr2Ni2WVA |
1180 |
850 |
1180 |
0.3~0.8 |
|
30CrMnSiNi2A |
1180 |
850 |
1180 |
0.3~0.8 |
|
37CrNi3A |
1180 |
850 |
1180 |
0.3~0.8 |
|
38CrA |
1200 |
800 |
1200 |
0.3~0.8 |
|
38CrMoAlA |
1180 |
850 |
1180 |
0.3~0.8 |
|
40CrVA |
1180 |
850 |
1180 |
0.3~0.8 |
|
40CrNiMoA |
1180 |
850 |
1180 |
0.3~0.8 |
|
40CrNiWA |
1180 |
850 |
1180 |
0.3~0.8 |
|
40CrMnSiMoVA |
1150 |
850 |
1150 |
0.3~0.8 |
|
50CrVA |
1180 |
850 |
1180 |
0.3~0.8 |
|
20MnA |
1200 |
800 |
1200 |
0.3~0.8 |
|
40CrMnA |
1150 |
800 |
1150 |
0.3~0.8 |
|
12Cr2Ni4A |
1180 |
850 |
1180 |
0.3~0.8 |
|
13CrNi5A,21CrNi5A |
1180 |
850 |
1180 |
0.3~0.8 |
|
40CrA |
1200 |
800 |
1200 |
0.3~0.8 |
|
20CrMnTiA |
1200 |
800 |
1200 |
0.3~0.8 |
表5 合金结构钢钢锭的锻造温度和加热规范
|
钢的牌号 |
装料炉温/℃ |
加热温度/℃ |
加热时间/h |
锻造温度/℃ |
|||
|
600kg锭 |
1200~1600kg锭 |
600kg锭 |
1200~1600kg锭 |
始锻 |
终锻 |
||
|
10~40 |
不限 |
1050~1260 |
1050~1280 |
3.5 |
6 |
1160 |
800 |
|
10~15Cr |
≤900 |
1120~1240 |
1120~1260 |
4 |
6.5 |
1160 |
800 |
|
35~38CrMoAl |
≤900 |
1050~1200 |
1100~1200 |
4 |
6.5 |
1160 |
800 |
|
25~30Ni |
≤850 |
1050~1200 |
1100~1220 |
≥4 |
≥6.5 |
1120 |
800 |
表6 合金工具钢、弹簧钢和滚珠轴承钢的锻造温度
|
钢 类 |
钢 号 |
锻造温度/℃ |
|
|
始锻 |
终锻 |
||
|
碳素工具钢 |
T7,T7A,T8,T8A |
1150 |
800 |
|
T9,T9A,T10,T10A |
1100 |
770 |
|
|
T11,T11A,T12,T12A,T13,T13A |
1050 |
750 |
|
|
合 |
9Mn2,9Mn2V,MnSi,6MnSiV,5SiMnMoV,9SiCr,SiCr,Cr2 |
1100 |
800 |
|
Cr,Cr06,8Cr |
1050 |
850 |
|
|
Cr12 |
1080 |
840 |
|
|
CrMn,5CrMnMo |
1100 |
800 |
|
|
CrW,Cr12W |
1150 |
850 |
|
|
3Cr2W8V |
1120 |
850 |
|
|
CrWMn |
1100 |
800 |
|
|
9CrWMn,5CrW2Si,6CrW2Si,4CrW2Si |
1100 |
850 |
|
|
Cr12MoV |
1100 |
840 |
|
|
3CrAl,CrV |
1050 |
850 |
|
|
8CrV |
1120 |
800 |
|
|
5CrNiMo,W1,W2 |
1100 |
800 |
|
|
5W2CrSiV,4W2CrSiV,3W2CrSiV,WCrV,W3CrV |
1050 |
850 |
|
|
3W4CrSiV,3W4Cr2V,V,CrMn2SiWMoV,Cr4W2MoV |
1100 |
850 |
|
|
8V |
1100 |
800 |
|
|
4Cr5W2SiV |
1150 |
950 |
|
|
SiMnMo |
1000 |
850 |
|
|
5CrMnSiMoV |
1200 |
700 |
|
|
弹簧钢 |
65,70,75,85,60Mn,65Mn |
1100 |
800 |
|
55SiMn,60Si2Mn,60Si2MnA |
1100 |
850 |
|
|
50CrMn,50CrMnA,50CrVA,50CrMnVA |
1150 |
850 |
|
|
滚珠轴承钢 |
GCr6,GCr9,GCr9SiMn,GCr15,GCr15SiMn |
1080 |
800 |
扫二维码用手机看

版权所有 © 2019 上海炬佳阀门配件有限公司 沪ICP备19041627号 网站建设:中企动力 南通