
大型筒体类锻件
自由锻锻件是金属塑性加工的一种简单而灵活的基本成形方法。它是利用锻压设备上下砧块和一些简单通用工具,使坯料在压力作用下产生塑性变形。自由锻锻件有手工锻造和机器锻造之分。随着机器制造工业的迅速发展,现在生产中主要采用机器锻造。
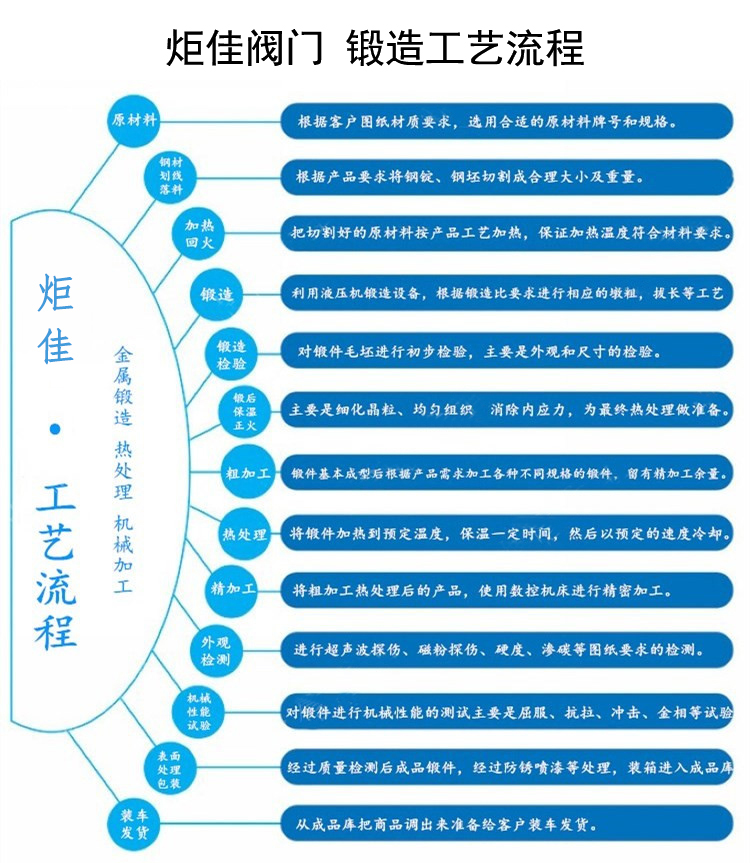
生产过程:原材料加热-锻造毛坯-检验-粗车-热处理-探伤-精车-检验合格交货材料材质:按客户要求
重量区间:单重1kg- 单重23000kg锻件,环形锻件直径可达6300mm,全面覆盖大小型锻件
锻造工艺:自由锻(单件锻造可达23000kg)、环锻(最大锻造直径可达6300mm)、模锻及客户要求工艺
锻造方式:热锻
加工精度:锻后精车尺寸公差可达士0.01mm
加工设备:加热炉、锻造设备、数控车床、铣床等配套加工设备
加工周期:按客户要求
自由锻锻件在工业上的使用越来越广泛,那么您知道它是如何锻造的吗?接下来就来了解一下自由锻锻件的锻造过程吧。
1.锻造前的准备工作包括原材料的选择,计算,落料,加热,变形力的计算,设备的选择和模具的设计。锻造之前,请选择良好的润滑方法和润滑剂。众所周知,自由锻锻件的质量通常与原材料的质量密切相关。因此,锻造工人也有一定的要求,他们需要掌握必要的材料知识,并善于根据工艺要求选择合适的材料。
2.物料计算和落料是提高材料利用率,实现坯料细化的重要环节之一。过多的材料不仅会造成浪费,还会加剧型腔的磨损和能耗。但是,如果落料没有余量,将增加工艺调整的难度,并增加自由锻锻件的报废率。另外,落料端面的质量也会影响圆柱锻件的工艺和质量。
3.加热的目的是减少锻造变形力并提高金属可塑性。但是加热还带来一系列其他问题,例如氧化,脱碳,过热和过度燃烧。精确控制初始锻造和最终锻造温度对自由锻锻件的结构和性能有很大影响。由于锻件是在外力作用下产生的,因此正确计算变形力是选择设备和检查模具的基础。变形体中的应力分析对于优化工艺以及控制自由锻锻件的结构和性能也至关重要。分析变形力的主要方法有四种。
尽管主应力法不是很严格,但它相对简单直观。它可以计算出工件和工具接触表面上的总压力和应力分布。








版权所有 © 2019 上海炬佳阀门配件有限公司 沪ICP备19041627号 网站建设:中企动力 南通